Spawarka Sherman TIG DC 202P PULS








ℹ️ Średnia ilość – poniżej 20 sztuk
⚠️ Ostatnia sztuka – ostatni w magazynie
❌ Wyprzedany – chwilowo niedostępny
❗️ Na zamówienie – w ciągu 2-5 dni
⛔ Wycofany – produkt wycofany z oferty
Więcej informacji na temat statusów dostępności
Cena regularna:
towar niedostępny

 Opis
Opis
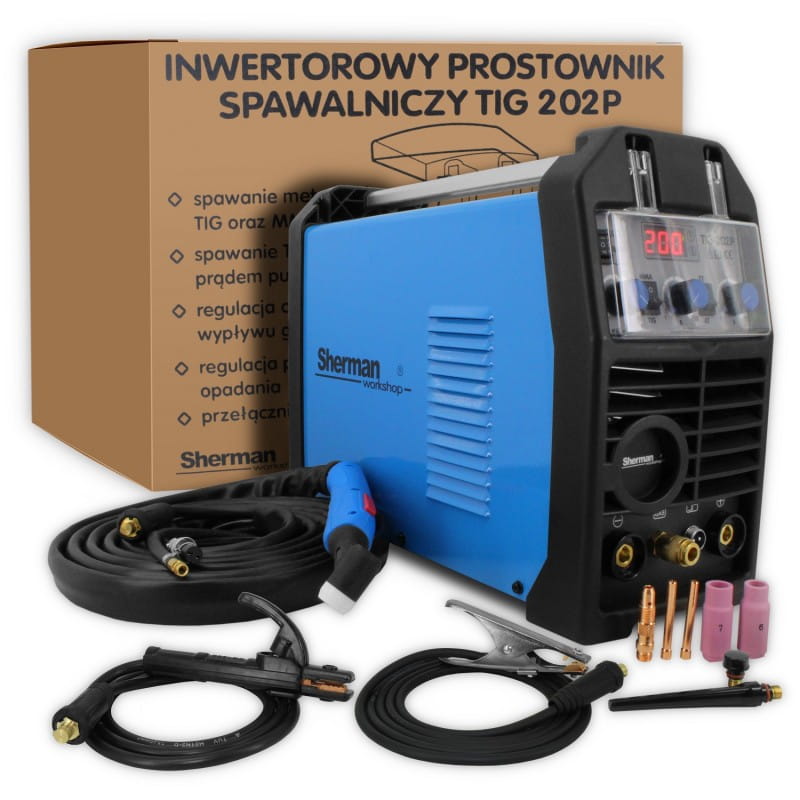
SHERMAN WORKSHOP® SPAWALNICZY PROSTOWNIK INWERTOROWY TIG 202P
| Marka: SHERMAN | Metody spawania: TIG DC, MMA | Zasilanie: 230V | Prąd spawania: 200A | Sprawność: 60% |
WYPOSAŻENIE STANDARDOWE
- Sherman TIG 202P
- Uchwyt spawalniczy T-26/4m
- Przewód elektrodowy
- Przewód masowy
- Instrukcja obsługi
- Karta gwarancyjna
Pozostałe akcesoria potrzebne do pełnego eksploatowania spawarki takie jak:
- butla z gazem,
- reduktor,
- druty spawalnicze,
- przyłbica,
- rękawice,
- części zamienne uchwytu spawalniczego
można znaleźć u nas na pozostałych aukcjach lub spawarkę w zestawie z podanymi akcesoriami.
SHERMAN TIG 202P
Spawarka inwertorowa TIG DC wykonana w technologii IGBT. Przeznaczona do spawania elektrodami wolframowymi w osłonie gazu obojętnego lub elektrodami rutylowymi.
Spawarka jest zaprojektowana do spawania metodami:
- MMA
- TIG DC
- TIG DC PULS
Spawarka posiada możliwość spawania z pulsem oraz regulację czasu opadania prądu i powypływu gazu. Spawarka umożliwia pracę przy bezstykowym (HF) zajarzeniu łuku. Posiada również zabezpieczenie termiczne. Urządzenie pracuje w trybie 2T/4T oraz posiada wyświetlacz wskazujący parametry spawania
W szerokim zakresie znajduje zastosowanie zarówno przy pracach produkcyjnych, jak i usługowych. Urządzenie charakteryzuje się doskonałymi właściwościami spawalniczymi, polecane szczególnie dla użytkowników domowych, jak i profesjonalnych.
Spawarka wyposażone jest w układ kompensacji napięcia zasilania, co umożliwia ich eksploatację przy wahaniach napięcia w sieci zasilającej do 10%.
PANEL PRZEDNI:
- Dioda sygnalizacji zasilania
- Dioda zabezpieczenia termicznego
- Przełącznik trybu sterowania (dwutakt /
- czterotakt)
- Pokrętło regulacji powypływu gazu
- Gniazdo polaryzacji dodatniej
- Gniazdo sterowania
- Przyłącze gazu ochronnego
- Gniazdo polaryzacji ujemnej
- Pokrętło regulacji opadania prądu
- Przełącznik metody spawania
- Pokrętło regulacji prądu spawania
- Przełącznik częstotliwości pulsu
- Wyświetlacz
DANE TECHNICZNE:
- Numer katalogowy: 7812244
- Napięcie zasilania [V]: AC 230 50Hz
- Metody spawania: TIG DC, MMA
- Technologia wykonania: IGBT
- Prąd spawania [A]: MMA:180, TIG:200
- Cykl pracy [%]: 60
- Napięcie w stanie bez obc. [V]: 67
- Max. pobór prądu [A]: MMA: 26,6, TIG: 19,6
- Max. pobór mocy [kVA]: MMA: 4,3, TIG: 3,0
- Regulacja prądu spawania: Płynny
- Powypływ gazu [s]: 0-15
- Opadnie prądu [s]: 0-10
- Częstotliwość pulsu [Hz]: 1,2/200
- Masa [kg]: 7
- Wymiary (D x SZ x W) [mm]: 430 x 175 ×320
TECHNOLOGIA IGBT
Podstawą budowy układu przetwarzania energii elektrycznej spawarki są układy elektroniczne wykonane wtechnologii IGBT umożliwiające pracę w zakresie częstotliwości powyżej 200 kHz
STOPIEŃ OCHRONY
IP określa stopień, w jakim urządzenie jest odporne na przedostawanie się do wewnątrz zanieczyszczeń stałych i wodnych. IP21 oznacza, że urządzenie jest przystosowane do pracy w pomieszczeniach zamkniętych.
CYKL PRACY
Cykl pracy bazuje na okresie 10-minutowym. Cykl pracy 60% oznacza, że po 6 minutach pracy urządzenia jest wymagana 4-minutowa przerwa. Cykl pracy 100% oznacza, że urządzenie może pracować w sposób ciągły, bez przerw.
MMA
Metoda, w której wykorzystywana jest elektroda otulona, składająca się z metalowego rdzenia pokrytego otuliną. Spawacz podaje elektrodę w miarę jej stapiania do spawanego przedmiotu tak, aby utrzymać łuk o stałej długości.
HF - BEZTYKOWE ZAJARZANIE ŁUKU
Urządzenie Sherman TIG 202P DC HF wyposażone jest w jonizator umożliwiający bezstykowe zajarzanie łuku.
TRYB PRACY 2T / 4T
2T - wciśnięcie przycisku w rękojeści uchwytu powoduje włączenie jonizatora i zajarzenie łuku. Spawanie prowadzone jest z wciśniętym przyciskiem.
4T - wciśnięcie przycisku w rękojeści uchwytu spowoduje włączenie jonizatora i zajarzenie łuku wtedy należy zwolnić przycisk i prowadzić spawanie ze zwolnionym przyciskiem. Ponowne wciśnięcie przycisku spowoduje zakończenie spawania
PRĄD POCZĄTKOWY
Prąd pojawiający się w obwodzie po wciśnięciu przycisku w rękojeści uchwytu. Im wyższy prąd początkowy, tym łatwiej zajarzyć łuk.
Jednak podczas spawania cienkich blach zbyt wysoka wartość prądu początkowego może prowadzić do upalania blachy. W niektórych trybach spawania prąd nie rośnie w celu podgrzania spawanego elementu.
CZAS OPADANIA PRĄDU
Czas opadania prądu spawania od wartości ustawionej do zera lub wartości prądu krateru.
CZAS NARASTANIA PRĄDU
Czas narastania prądu spawania od prądu początkowego do ustawionej wartości prądu spawania.
TIG PULS
Funkcja ma wpływ na kształt spoiny i skupienie łuku. Spawanie pulsacyjne pozwala również zmniejszyć ilość ciepła dostarczanego do materiału i ma zastosowanie podczas spawania cienkich materiałów.
PROSTY W OBSŁUDZE, CZYTELNY PANEL STEROWANIA:
Prosty w obsłudze panel sterowania umożliwia precyzyjną i płynną regulację parametrów. Cyfrowy wyświetlacz wskazuje rzeczywisty prąd w trakcie spawania.
CZAS PRZEDWYPŁYWU GAZU
Czas od wciśnięcia przycisku w rękojeści uchwytu do momentu zajarzenia łuku. Zwykle powinien być dłuższy niż 0,5 s aby dostarczyć gaz osłonowy do wylotu dyszy palnika. w celu osłonięcia miejsca rozpoczęcia spawania oraz elektrody wolframowej . W przypadku dłuższego przewodu doprowadzającego gaz z butli czas przedwypływu powinien być dłuższy.
CZAS POWYPŁYWU GAZU
Czas od wygaszenia łuku do zamknięcia zaworu gazowego. w celu osłonięcia krzepnącego jeziorka spawalniczego przed powietrzem oraz w celu studzenia elektrody wolframowej. Zbyt krótki czas powypływu może skutkować utlenianiem spoiny.
CZĘSTOTLIWOŚC PULSE
Częstotliwość, z jaką zmienia się wartość impulsu prądu pomiędzy prądem spawania a prądem podstawy.Przełącznik aktywny wyłącznie podczas spawania metodą TIG. Służy do sterowania pracą pulsatora:
- spawanie bez pulsu
- spawanie z pulsem o częstotliwości 1,2 Hz
- spawanie z pulsem o częstotliwości 200 Hz
CHŁODZENIE
Urządzenie posiada układ chłodzenia wentylatorem co zdecydowanie zwiększa jego wydajność.
ZABEZPIECZENIE PRZED PRZEGRZANIEM
Źródło prądu wyposażone jest w termiczny, samoczynny wyłącznik przeciążeniowy. Gdy temperatura spawarki będzie zbyt wysoka, zabezpieczenie odłączy prąd spawania i zapali się dioda sygnalizująca przegrzanie. Po opadnięciu temperatury nastąpi automatyczny reset wyłącznika.
ŁATWY TRANSPORT
Niewielkie wymiary i lekka konstrukcja sprawiają, że urządzenie można z łatwością zabrać w dowolne miejsce pracy. Urządzenia wyposażone są w mocny uchwyt który ułatwiają przenoszenie.
UCHWYT SPAWALNICZY TIG
- Typ uchwytu: T-26
- Maksymalna obciążalność prądowa: 200 A
- Przepływ gazu: 10-20 l/min
- Zajarzanie łuku Bezstykowe: (HF)
- Długość: 4 m
WYKAZ CZĘŚCI EKSPLOATACYJNYCH TIG T-26
- Korki: krótki, średni, długi
- Tulejki zaciskowe: ⌀1.0/1.6/2.0/2.4/3.2/4.0mm
- Łączniki prądowe: ⌀1.0/1.6/2.0/2.4/3.2/4.0mm
- Dysze ceramiczne pod łącznik: 10N44/10N45/10N46/10N47/10N48/10N49/10N50
- Izolatory: przedni, laminarny(pod soczewkę)
- Soczewki gazowe: ⌀1.0/1.6/2.0/2.4/3.2/4.0mm
- Dysze ceramiczne pod soczewkę: 54N14/54N15/54N16/54N17/54N18
- Elektrody wolframowe: ⌀1.0/1.6/2.0/2.4/3.2/4.0mm
UWAGA! Części eksploatacyjne nie stanowią standardowego wyposażenie zestawu. Części można zakupić na naszych pozostałych aukcjach.
Dane techniczne
| Rodzaj spawarki | TIG DC |
Bezpieczeństwo
Produkty powiązane
Drut TIG 308LSi nierdzewny 5kg 1,6mm

Drut TIG 308LSi nierdzewny 5kg 2,0mm

Drut TIG 308LSi nierdzewny 5kg 2,4mm

Drut TIG 308LSi nierdzewny 5kg 3,2mm

Vogelmann Zestaw części TIG SR-17/18/26 - 51 elementów

Vogelmann Elektrody złote 1.6mm TIG wolframowe (10 sztuk)

Vogelmann Elektrody złote 2.0mm TIG wolframowe (10 sztuk)

Vogelmann Elektrody złote 2.4mm TIG wolframowe (10 sztuk)

Program rabatowy
⚡ ZESTAW ⚡
zyskaj aż do 9% rabatu
- ✅ Dodaj minimum 3 różne produkty do koszyka
- ✅ Produkty nie mogą być przecenione
- ✅ Wpisz kod: ZESTAW w koszyku


